I. The outer diameter adopts method of GB123613-90 for testing, and the process is as follows: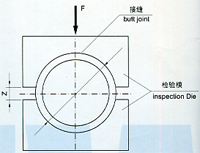
1ӢSet the outer diameter measurement device (as shown). Firstly put a regulating mandrel Q with a diameter the same as the inner diameter of the testing mould among the testing moulds, and then exert certain testing force F; clearance Z appearing among the testing moulds will be deemed as the initial adjustment value.
2”¢Remove the regulating mandrel; upturn the placket of the spindle sleeve to be tested and put in into the testing hole, and then exert the same testing force F, record the changing value ”÷ Z of Z
3ӢValue and calculation method of axis Q and testing force F
D(mm) |
ӆ 6 |
>6-12 |
>12-80 |
>80-180 |
Q(mm) |
Dmax-0.003 |
Dmax-0.006 |
Dmax-0.013 |
Dmax-0.025 |
F(N) |
1500·A/QČ”100±¶Źż
Öµ(100fold's value) |
3000·A/QČ”250±¶Źż
Öµ(250fold's value) |
6000·A/QČ”500±¶
ŹżÖµ(500 fold) |
1200·A/QČ”500±¶
ŹżÖµ(500 fold) |
A=L·£ØS1+S2/2£©is for HW steel-copper alloy spindle sleeve
A=L·£ØSI+S2/3£©is for HW-20 steel-aluminum alloy spindle sleeve
L is the width of the spindle sleeve; S1 is the thickness of the steel plate; S2 is the thickness of the alloy
Ultimate value of ”÷Z: upper: 0, lower:-¦Š/2”÷D
4ӢExample For inspecting Date
Bush Desc DIN1494Ø30*Ø34*30, £ Width L=30±0.25
Outer diameter D=34+0.085 +0.045; total wall thickness S3=20 -0.015; steel plate thickness S1=1.55”Ą0.2
O£®D Total Thickness Steel Backing thickness
Copper alloy thickness£ S2=S3-S1=0.45
(1) Adjusting Core bar's O.D Q=Dmax-0.013=34.085-0.013=340.72
(2) Load F=6000·A/Q=6000*53.23/34.072=9377, After modulatd F=9500(N),
Here£ A=L·(S1+S2/2)=30(1.55+45/2)=53.25
(3) ”÷Z extremum””Upper ”÷Z=0
Lower ”÷Z=-¦Š/2·”÷D=-¦Š/2*0.04=0.0628
After modulated ”÷Z=-0.063
( that is the allowed changing value of the outer diameter of the spindle sleeve in the testing mould is 0”«-0.063)
(4) Calculation example of actual tested outer diameter of the spindle sleeve£ŗ
If the actual measurement in the above-mentioned example is ”÷Z=-0.035, then the actual outer diameter of the spindle sleeve is D D=DMAX+VZ”¤2/¦Š=34.085+(-0.035*2/3.14=34.063
II. The outer diameter adopts the second method of the second part of DIN1494 for testing
Under the pressure of hand (a maximum value of 250N), the spindle sleeve shall be able to be put into ”°pass”± ring gauge, but not ”°stop”± ring gauge. The inner diameter of the ”°pass”± ring gauge shall be equal to the maximum theoretical outer diameter of the spindle sleeve, and the inner diameter of the ”°stop”± ring gauge shall be equal to the minimum theoretical outer diameter of the spindle sleeve. This method is relatively simple, usually applicable to bulk testing and improving efficiency, and both buyer and seller can easily reach acceptance agreement after testing, which can also meet the interference requirements of assembly.
|
